[VIP第1年] 指数:3
[VIP第1年] 指数:3
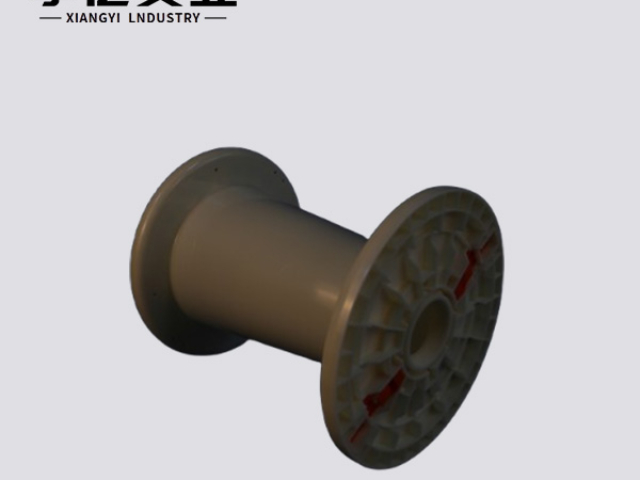
BMC模压工艺中的压制过程需要严格控制各个参数,以确保制品的质量。闭模、加压加热和固化是压制过程的关键步骤。在闭模时,由于BMC模压料的固化速度较快,为了缩短成型周期,防止物料出现过早固化,在阳模未触及物料前,应尽量加快闭模速度;而当模具闭合到与物料接触时,为避免出现高压对物料和嵌件等的冲击,并能更充分地排除模腔中的空气,此时应放慢闭模速度。加压加热过程中,要根据BMC模塑料的特性和制品的要求,合理控制压力和温度。压力过小可能导致物料无法充满模腔,制品出现缺料;压力过大则可能使制品内部产生内应力,影响其性能。温度过高会使物料固化过快,导致制品内部产生缺陷;温度过低则会使固化时间延长,降低生产效率。固化时间也需要准确把握,确保制品完全固化,达到比较佳性能。模具设计创新,推动BMC模压技术进步。深圳耐高温BMC模压怎么选

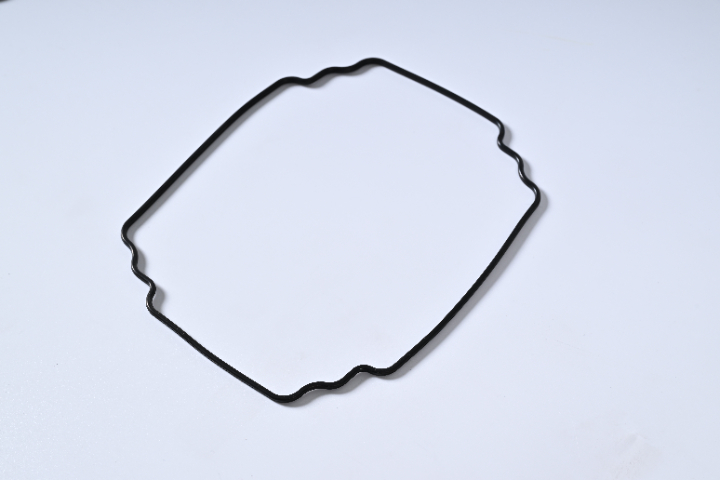
随着环保意识的提高,BMC模压工艺在环保与可持续发展方面也取得了卓著进展。一方面,通过优化材料配方,减少了挥发性有机化合物(VOCs)的排放,降低了对环境的污染。另一方面,通过采用可回收填料和生物基树脂,提高了BMC材料的可回收性和生物降解性,减少了资源消耗。此外,BMC模压工艺的高效生产特性也降低了能源消耗和废弃物产生,符合绿色制造的发展趋势。未来,随着技术的不断进步,BMC模压工艺将在环保与可持续发展方面发挥更大作用,为构建绿色、低碳的制造业体系贡献力量。深圳泵类设备BMC模压材料预热充分,BMC模压制品无缺陷。

成型压力是BMC模压工艺中的重要参数之一,对制品的性能有着卓著影响。在压制过程中,适当的成型压力能够使BMC模塑料充分填充模腔,保证制品的密度均匀。如果成型压力过小,模塑料无法完全充满模腔,会导致制品出现缺料、孔洞等缺陷;而成型压力过大,则可能会使制品内部产生过大的内应力,导致制品开裂或变形。因此,需要根据BMC模塑料的特性和制品的要求,精确控制成型压力。在实际操作中,可以通过调整压机的压力参数来实现成型压力的精确控制。同时,要注意成型压力的施加方式,一般采用先快后慢的加压方式,即在阳模未触及物料前加快闭模速度,当模具闭合到与物料接触时放慢闭模速度,以避免高压对物料和嵌件等造成冲击。
BMC模压模具的设计需兼顾制品精度与模具寿命。在排气系统设计方面,针对BMC材料流动性强的特点,模具需设置深度为0.02-0.05mm的排气槽,以避免气体滞留导致的制品表面缺陷。在型腔表面处理上,采用镀硬铬工艺可提升模具的耐磨性与耐腐蚀性,延长使用寿命。模具维护方面,定期清理型腔内的残留物料至关重要。采用铜质工具与压缩空气联合清理的方式,可避免损伤型腔表面镀层。此外,对模具活动部件进行润滑保养,可减少磨损,确保模具开合顺畅。采用BMC模压技术制作的智能洗碗机外壳,防水且耐用。

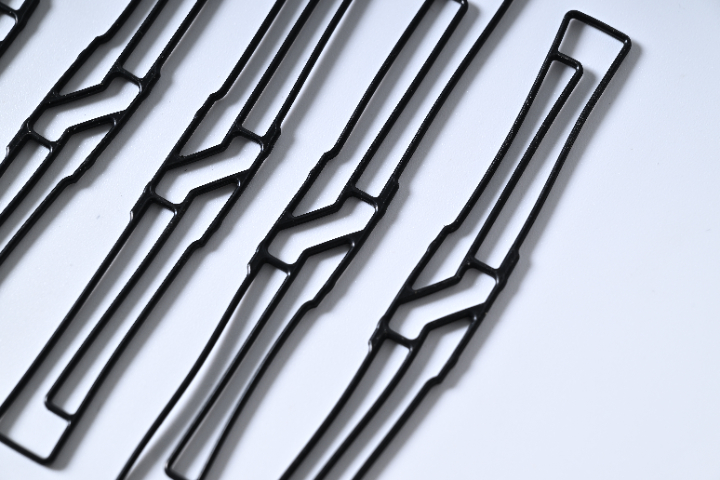
在BMC模压过程中,工艺参数的精确控制对制品质量至关重要。模压温度、压力、时间以及模具设计等因素都会直接影响制品的收缩率、表面质量、内部结构和力学性能。因此,优化模压工艺是提高BMC制品质量的关键。为了满足BMC模压的高精度和高效率要求,选择合适的模压设备至关重要。压机应具备足够的吨位和精度,以确保模具在高压下稳定工作;同时,模具设计应合理,便于排气和脱模,减少制品缺陷。在BMC模压过程中,排气是一个关键环节。由于BMC材料中含有大量气体和挥发物,如果排气不畅,会导致制品内部产生气孔、疏松等缺陷。因此,模具设计时需充分考虑排气通道的设置,并在模压过程中严格控制排气时间和压力。通过BMC模压可制造出适合儿童使用的安全文具外壳。深圳风扇BMC模压
借助BMC模压工艺生产的厨房电器外壳,易清洁且耐高温。深圳耐高温BMC模压怎么选
环保产业对材料可回收性和低碳特性的关注为BMC模压技术带来新发展方向。以污水处理设备格栅为例,BMC材料通过添加天然纤维填料,可使制品碳足迹降低30%,且废弃后可粉碎再生利用。模压工艺采用电加热模具,较传统油加热方式节能40%,单台设备年减少二氧化碳排放12吨。某环保企业采用该工艺后,格栅生产成本下降15%,市场竞争力卓著提升。经检测,BMC格栅在pH2至pH12的腐蚀环境中连续使用5年后,弯曲强度保持率仍达88%,满足工业废水处理长期运行需求。深圳耐高温BMC模压怎么选
文章来源地址: http://xiangsu.spyljgsb.chanpin818.com/gyyxjzp/deta_29230577.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。