[VIP第1年] 指数:3
[VIP第1年] 指数:3
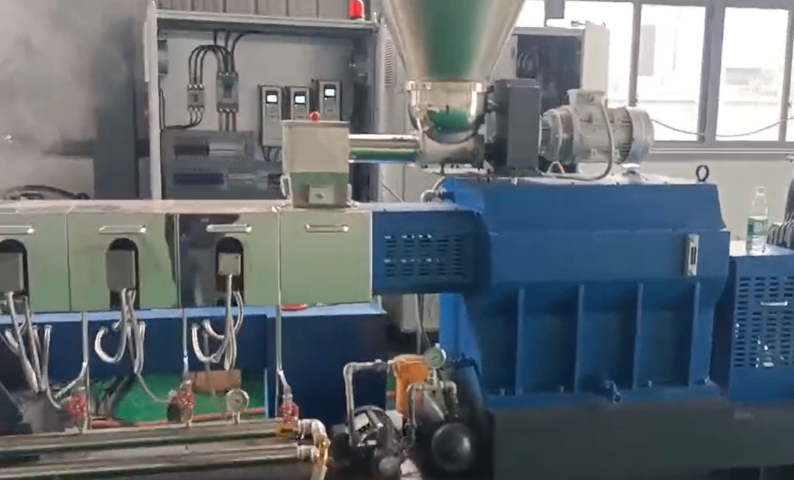
温度控制是片材机生产线工艺中的关键环节,直接影响原料的塑化、片材的成型和质量。挤出机的加热系统采用先进的 PID 控制技术,能快速准确地调节温度,满足不同塑料原料的加工温度要求。一般将挤出机分为多个加热区,每个加热区的温度可独自控制,从进料口到模头,温度逐渐升高,使原料逐步熔融塑化。在压延和冷却过程中,也需要精确控制温度,压延辊的温度通过内部循环的冷却介质进行调节,冷却介质的温度一般控制在 15 - 30℃,确保片材在压延过程中既能保持良好的可塑性,又能快速冷却定型。片材边缘修整系统可将废边料即时回收造粒。重庆国产片材机配件

片材机的电控系统运用先进的可编程逻辑控制器(PLC),实现了高度自动化的精确控制。通过预先设定好的程序,PLC 能够对片材机的各个生产环节,如原料输送、挤出、成型、牵引、收卷等进行精确调控。在挤出环节,可根据不同塑料原料的特性,精确控制螺杆的转速和温度,确保原料均匀塑化,避免出现塑化不均导致的片材质量问题。在牵引和收卷环节,能根据片材的厚度、宽度实时调整速度和张力,保证片材在生产过程中始终保持稳定的状态,极大地提高了片材的生产质量和一致性,减少了人工干预,降低了次品率。重庆国产片材机配件片材表面电晕处理可提升印刷适性至42达因以上。

例如,在生产包装片材时,外层可采用具有良好阻隔性能的材料,如乙烯 - 乙烯醇共聚物(EVOH),防止氧气和水分的进入;中层采用强度较高的材料,如聚丙烯(PP),提供支撑和保护;内层采用具有良好热封性能的材料,如聚乙烯(PE),方便包装的密封。多层共挤工艺不仅能提高片材的综合性能,还能降低生产成本,满足不同行业对片材性能的多样化需求。多层共挤工艺是片材机生产线生产高性能片材的重要技术。通过多个挤出机将不同的塑料原料同时输送到模头,在模头内实现多层复合,生产出具有多种性能的片材。
切割工艺是将连续的片材按照一定的长度或尺寸进行切断,以便后续的包装和使用。切割方式有多种,常见的有热切和冷切。热切是利用加热的刀具对片材进行切割,适用于一些热塑性较好的塑料片材,如聚乙烯(PE)、聚丙烯(PP)等,热切的优点是切割速度快,切口光滑,不易产生碎屑,但需要注意控制切割温度,避免片材切口处出现熔融变形。冷切则是使用常温刀具进行切割,适用于一些对温度敏感的片材,如聚碳酸酯(PC)等,冷切的优点是切口精度高,但切割速度相对较慢,可能会产生一些碎屑,需要进行后续处理。高抗冲片材需采用多层共挤结构设计。

牵引设备主要由牵引辊、驱动电机、传动系统以及张力控制系统构成。牵引辊一般采用合金钢材制成,表面经过特殊处理,以增加与片材之间的摩擦力,确保稳定的牵引效果。驱动电机为牵引提供动力,通过传动系统将动力传递给牵引辊。传动系统通常包括齿轮、链条或皮带等部件,它们的协同工作保证了动力的高效传输。张力控制系统则是牵引设备的重要部分,它通过传感器实时监测片材的张力,并根据预设值自动调节牵引辊的速度,使片材始终保持在合适的张力范围内。当片材张力过大时,系统会降低牵引辊速度;当张力过小时,则提高速度,从而实现对片材张力的精确控制。片材分切机的圆刀转速需与生产线速度同步匹配。四川炭黑片材机维修
高阻燃片材氧指数需达到UL94 V-0标准。重庆国产片材机配件
例如,启动生产线时,按照先开启电源、检查设备状态、预热设备、启动各部件的顺序进行操作;运行过程中,严格按照设定的参数进行监控和调整;停止生产线时,按照先停止进料、逐渐降低设备速度、关闭各部件、关闭电源的顺序进行。这种清晰规范的操作流程,不仅方便操作人员记忆和执行,还能有效避免因操作不当导致的设备故障和安全事故。片材生产线的操作流程清晰规范,每个操作步骤都有明确的规定和标准。从生产线的启动、运行到停止,都有详细的操作指南。重庆国产片材机配件
文章来源地址: http://xiangsu.spyljgsb.chanpin818.com/slj/slbcsbds/deta_29257309.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。